The coating type is depends on the kind of work piece. Tool life increase 2-5 times more (depend on coating type, application condition and substrate type)
Substrate: SAW
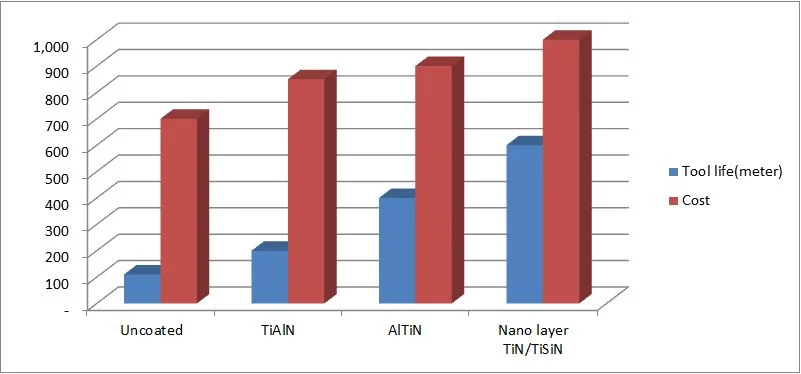
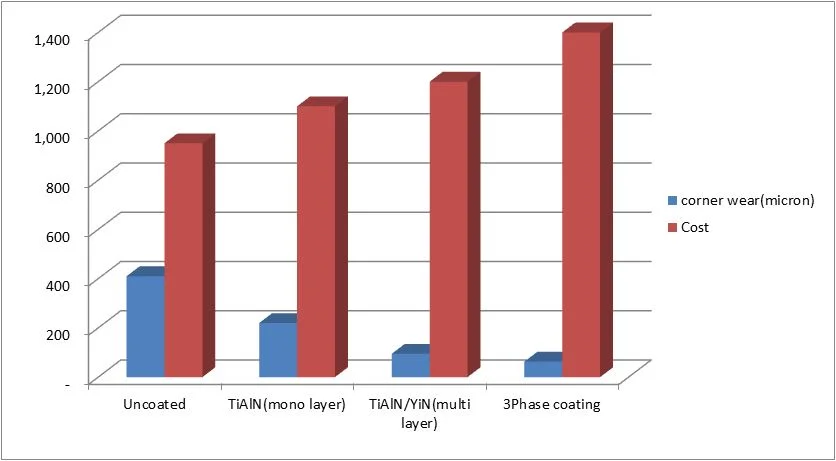
Precision cutting of 3 mm profiles, Cast Iron Tool: carbide circular saw blade ɸ 100mm x 0,8mm, z=200 Cutting conditions: n=400 rev/min, vf=64 mm/min, lubrication: oil Source: Iran industrial valves/Isfahan/Iran
Comparison of tool life and cost between coated and uncoated saw
Substrate: End mill
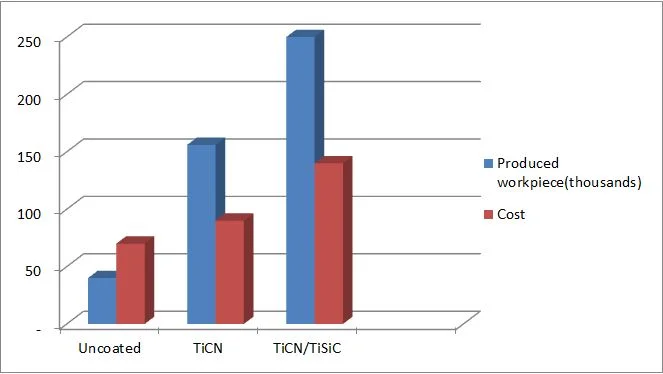
Work piece material: X40CrMoV5 – 1.2344 – R =1100 N/mm² Tools: d=12mm – solid carbide end mill with corner radius r=2mm v = 218 m/min – f=0.26mm – a =0.5mm – a =8mm – emulsion 7% Source: Abzar sanat co./Tehran/Iran
Comaparison of tool life and cost between coated and uncoated end mill
Substrate: Drill
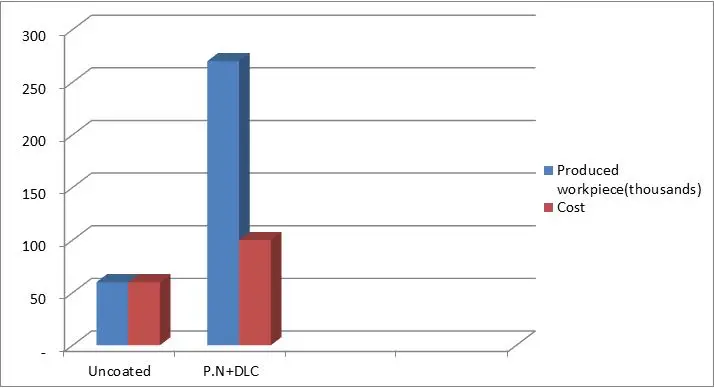
Material: 42CrMo4 – IC-p=40 bar – emulsion 5% – Comparison after L =50m drilling distance Tools: solid carbide drills – d=12mm a =5xd-v=120 m/min-f=0.35 mm/rev Source: Vamco co./Tehran/ Iran
Comaparison of tool life and cost between coated and uncoated drill
2-Punching and deep drawing and forming dies:
The coating type is depend on application condition and substrate type. Tool life increase 2-20 times more
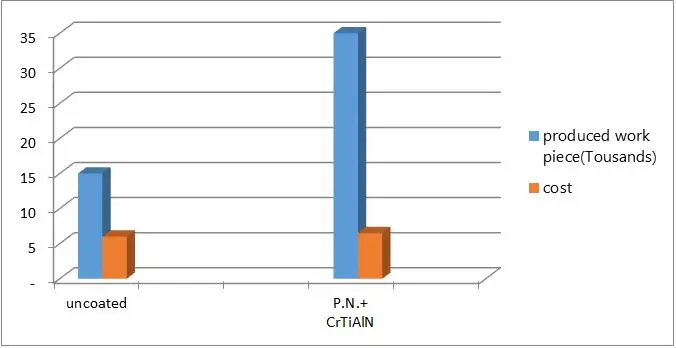
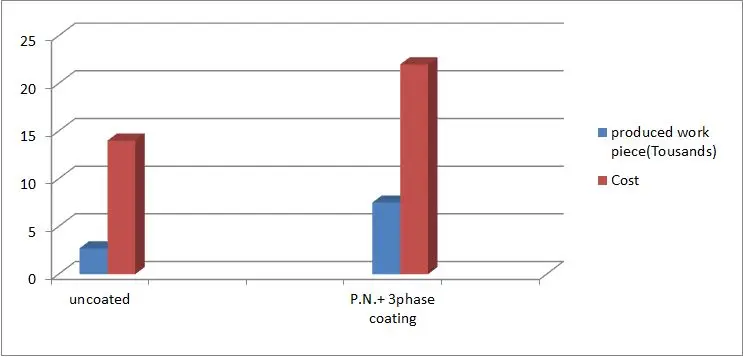
Comparison of produced workpeice number and cost between coated and uncoated punch
Substrate: Deep drawing Die
Material of die: 1.2379,58 HRC P.N Thickness: 150micron, Work piece material: ck45 Source: Part Lastic co./Mashhad/Iran
Comparison of produced workpeice number and cost between coated and uncoated deep drawing die
3-Hob & shaper gear cutter:
The coating type is depend on speed of cutting and work piece material) Tool life increase 5-30 times more (more tool life increase for re-sharpened tools)
Comparison of produced workpeice number and cost between coated and uncoated shaper
4-Die casting
The coating cause: more delay for thin cracks, no sticking of aluminum to die, Better temperature resistance of die, low coat work piece production. Working time until failure (days)