Kaplama türü, iş parçasının türüne bağlıdır. Takım ömrü 2-5 kat daha fazla artar (kaplama tipine, uygulama koşuluna ve yüzey tipine bağlı olarak)
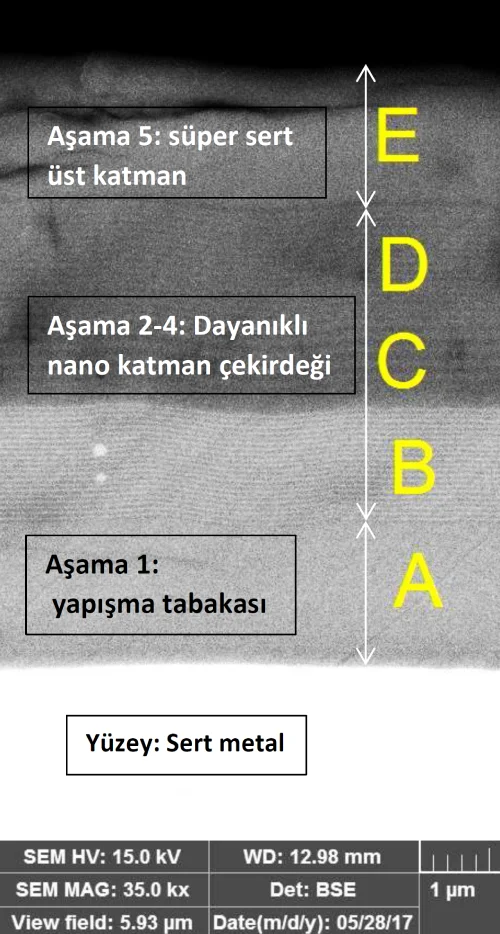
Yüzey: SAW
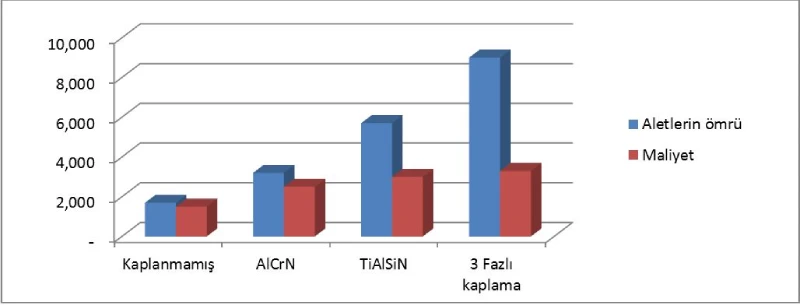
3 mm profillerin hassas kesimi, Dökme Demir Alet: karbür daire testere bıçağı ɸ 100mm x 0,8mm, z=200 Kesme koşulları: n=400 dev/dak, vf=64 mm/dak, yağlama: yağ Ömür kriteri: İş parçasında çapak oluşumu Kaynak: İran endüstriyel vanalar/İsfahan/İran
Kaplamalı ve kaplamasız testere arasında takım ömrü ve maliyet karşılaştırması
Alt tabaka: Parmak freze
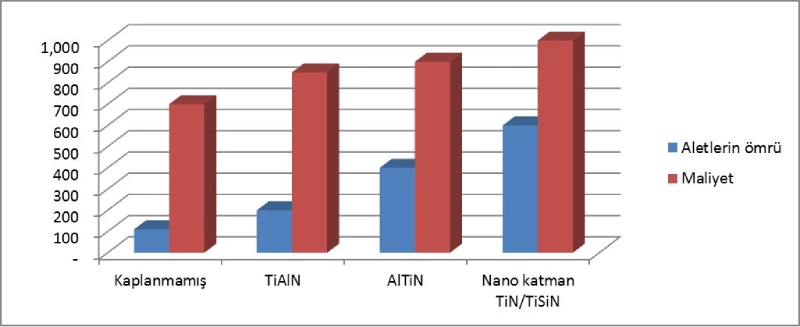
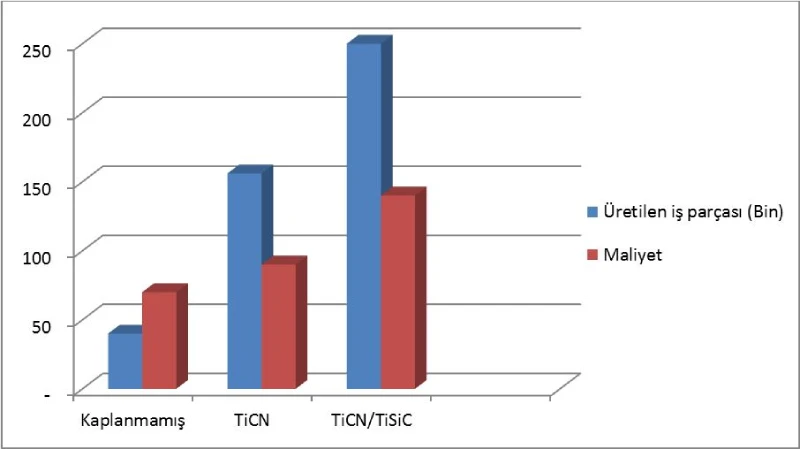
İş parçası malzemesi: X40CrMoV5 – 1.2344 – R =1100 N/mm² Araçlar: d=12 mm – r=2 mm köşe yarıçaplı yekpare karbür parmak freze v = 218 m/dak – f=0.26mm – a =0.5mm – a =8mm – emülsiyon %7 Kaynak: Abzar sanat co./Tahran/İran
Kaplamalı ve kaplamasız parmak freze arasında takım ömrü ve maliyet karşılaştırması
Yüzey: Matkap
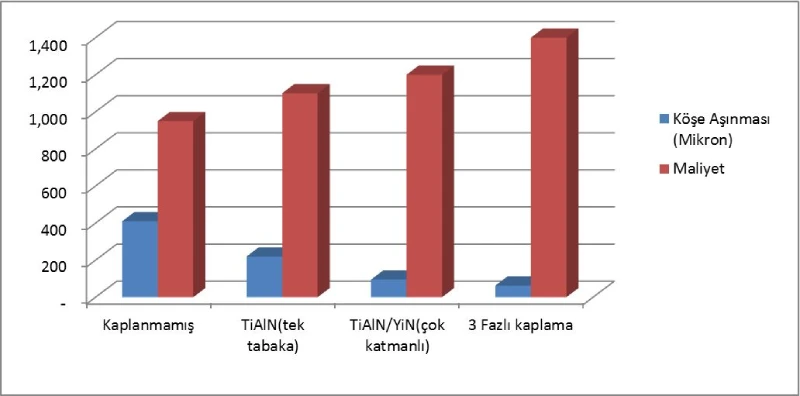
Material: 42CrMo4 – IC-p=40 bar – emulsion 5% – 50m delme mesafesinden sonra karşılaştırma Araçlar: yekpare karbür matkaplar – d=12mm a =5xd-v=120 m/dak-f=0.35 mm/dev Kaynak: Vamco co./Tahran/ Iran
Kaplamalı ve kaplamasız matkap arasında takım ömrü ve maliyet karşılaştırması
2-Delme ve derin çekme ve şekillendirme kalıpları:
Kaplama tipi, uygulama koşuluna ve alt tabaka tipine bağlıdır. Takım ömrü 2-20 kat daha fazla artar
Alt tabaka: Yumruk
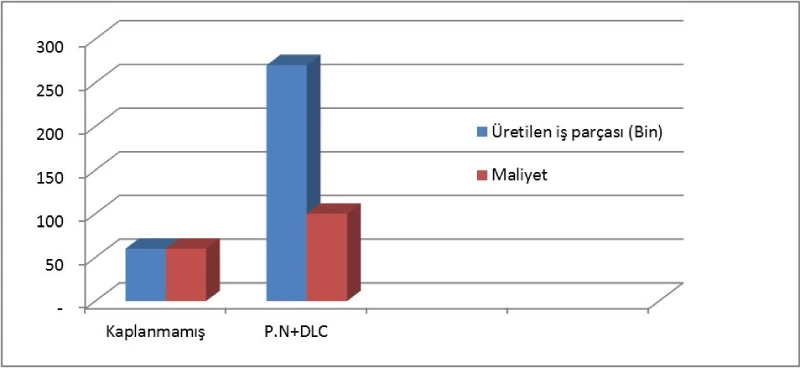
Delgeç malzemesi: Hss-8Co, Sertlik: 64 HRC İş parçası malzemesi: INOX 0,8 mm; Kaynak: Poolad tarash Iran co./Isfahan/Iran
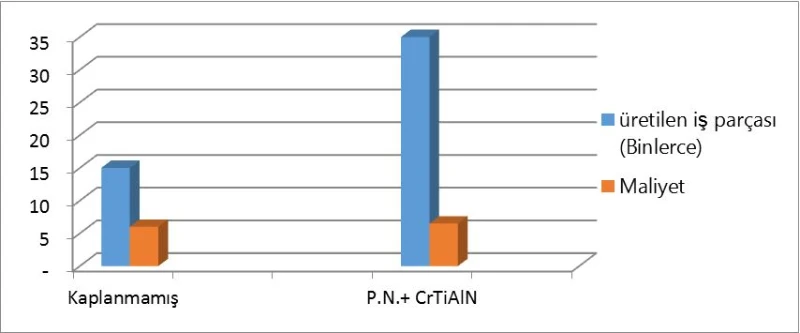
Kaplamalı ve kaplamasız zımba arasında üretilen iş parçası sayısı ve maliyetinin karşılaştırılması
Alt tabaka: Derin çekme Kalıp
Kalıp malzemesi: 1.2379,58 HRC Plazma nitrürleme kalınlığı: 150 mikron, İş parçası malzemesi: ck45 Kaynak: Part Lastik co./Meşhed/İran
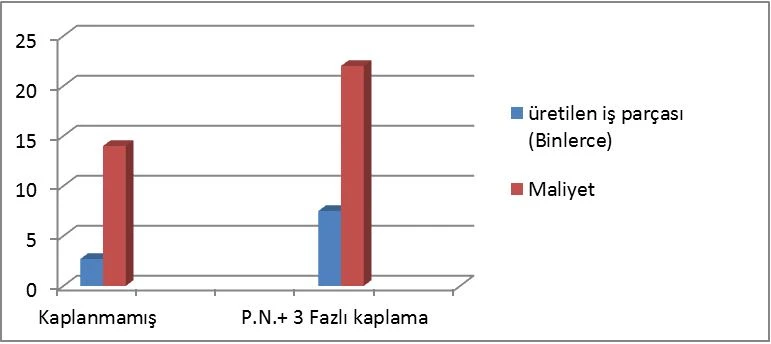
Kaplamalı ve kaplamasız derin çekme kalıbı arasında üretilen iş parçası sayısı ve maliyetinin karşılaştırılması
3-dişli ocak ve şekillendirici kesici:
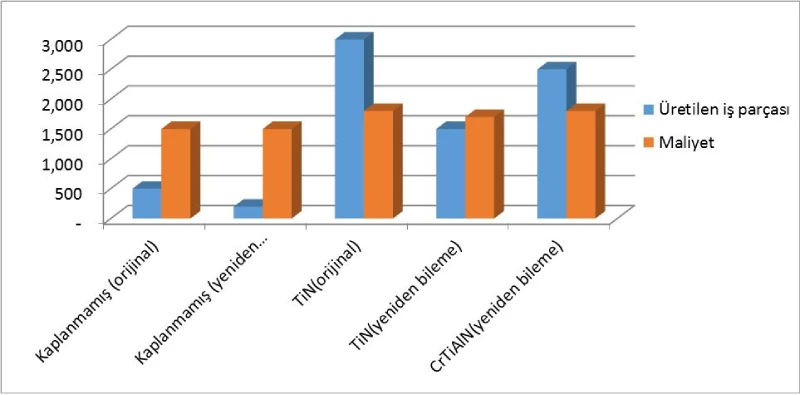
Kaplama tipi, kesme hızına ve iş parçası malzemesine bağlıdır. Takım ömrü 5-30 kat daha fazla artar (yeniden bilenmiş takımlar için daha fazla takım ömrü artar)
Comparison of produced workpeice number and cost between coated and uncoated shaper
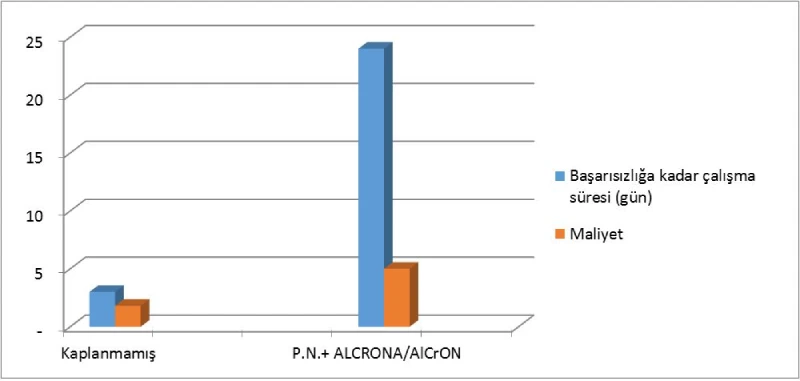
4-Kalıp döküm
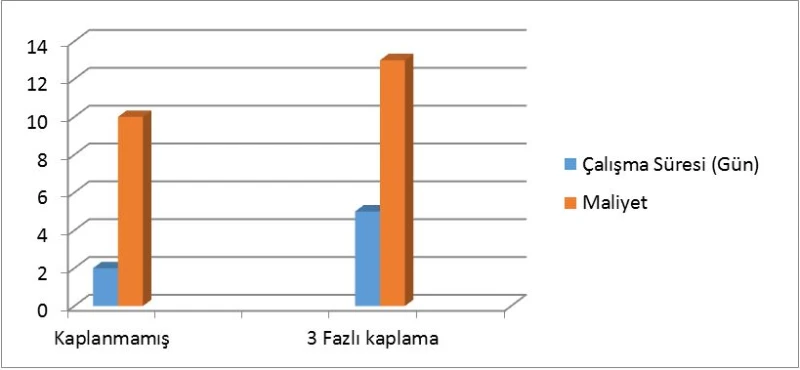
Kaplama, ince çatlaklar için daha fazla gecikmeye neden olur, alüminyumun kalıba yapışmaması, Kalıbın daha iyi sıcaklık direnci, düşük maliyetli iş parçası üretimi.Arızaya kadar çalışma süresi (gün) Arızaya kadar çalışma süresi (gün)